净化空调风管加工质量控制要点
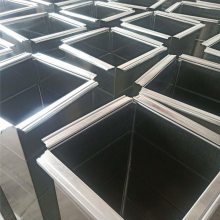
管段与管段的拼接
1管段与管段的拼接,沿长度方向的断面。自攻螺钉间距为150mm。管段与管段的拼接处缝隙要求抹胶密封。
2风管组合前应清除板材切口表面的切割粉末、灰尘及杂物。在拼接前风管拼接需预组合,共板法兰风管,检查拼接缝全部贴合无误后再固定。
3用角尺、钢卷尺检查、调整垂直度及对角线偏差应符合规定,粘接组合后的管段应垂直摆放至定型后方可移动。
净化空调风管加工质量控制要点
风管加固
加固框与风管的连接
1)可采用包括抽芯铆钉在内的铆钉铆接,与风管的铆接应牢固。
2)铆钉间隔不应大于220㎜。
2、单节风管组装
2.1防火板与90~镀锌钢板角龙骨固定。
2.2在板与板结合的缝隙处抹密封胶。防火板风管需使用板材厂商认定的防火密封胶。如另行采购其他品牌防火密封胶,需经监理、板材厂商检查认可后方可使用。
2.3用ST4.2自攻螺钉(长度应比板厚长1~2mm)固定,间距为200mm~在弯管或拼接处,间距为150mm。
2.4矩形风管直管段组装后要求角线平直,共板法兰风管加工视频,管口平面度、两对角线之差、板材拼接平面度等制作尺寸允许偏差应符合表4.2.1.1的规定。
彩钢板复合风管的加工工序
下料
下料是指按照矩形通风管道展开长度,加上四个板厚再加上接口用的料长长度,将整板切出。
其中接口的形式不同,所需的板料长度也不一样。
下料是成型管道尺寸的基础,所以对下料尺寸应严格要求。长度尺寸误差要在0-2mm之内,共板法兰风管生产厂家,对角线差要在0-4mm之内。如果对角线尺寸不相等,共板法兰风管安装,两对角线差太大,管道成型后,管的二端面将是二个斜面。此斜面与长向轴线不垂直,无法上法兰。